The cylinder head is one of the more complex parts, requiring a number of different operations. As usual, I’ll let the pictures do most of the talking as I’m going trough each step.
Started with a facing cut:

The outside contour is milled to full depth:

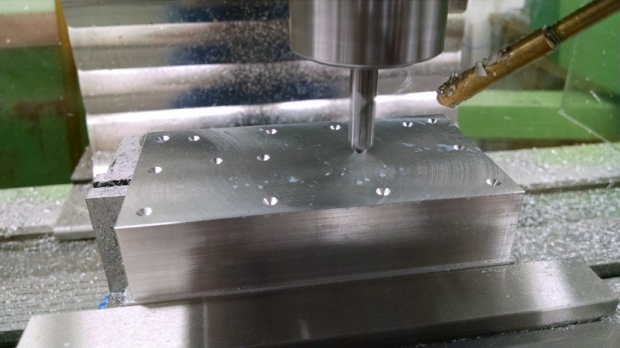
Spotting and drilling:

Milling the combustion chamber:

Milling the recess for the O-ring, sealing the coolant passage from the block to the head:

Drilling and reaming for the valve guides:


I’ll be using Rimfire spark plugs. Since even the long reach plug is still too short, the combustion chamber is getting an “extension” with a ball end mill:

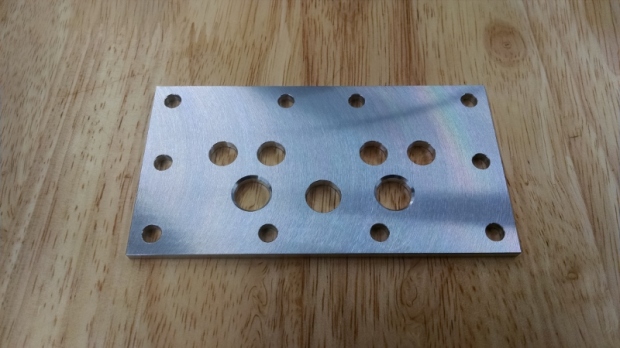
First side of the cylinder head complete:

The cylinder head is turned over and faced to final thickness:


The coolant passage is milled:

The second side complete:

The head is then set up on its side to drill the holes for mounting the exhaust manifold and carburetor mounting. The location for the inlet and exhaust ports are only spot drilled. They are angled and will be drilled later.


To finish up the cylinder head, I needed the valve guides as the inlet and exhaust passages are drilled trough the guides. The material I used for the guides is O-1 drill rod.

Valve guides installed in the cylinder head (press fit):


The cylinder head is clamped in the vise at the correct angle to drill the exhaust port.

The location of the hole is picked up with a center in the spot drilled location marked earlier.

Using an end mill, a flat is milled to be able to center drill and drill the hole on the angled surface.




The same process was then repeated three more times for the other ports:



To finish off the cylinder head, it needed a cover to seal the coolant passage.
The finished head assembly:

Thank you for visiting my shop.
If you have any questions about the engine or any of the other projects, please leave a comment below, or email at yogisworkshop(at)yahoo.com
For other projects from the shop, please check out the Projects Page in the top menu.
Yogi

Looks great !!
LikeLike
Thanks Brian!
LikeLike
Looking good Yogi!
I made the mistake of showing my wife your work. She’s not very impressed with my threaded barrel tenons anymore.
Hope all is well on your end.
JC
LikeLike
That’s funny! You got to get back to the lathe and cut some more threads… 😉
Thanks for the comment Jeremy.
LikeLike